 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик
 - Nachrichten - Dongying Haorun Chemical Co.,Ltd.")
Rufen Sie uns an
+86-13906474940
Schreiben Sie uns eine E-Mail
sales@tenachtyre.com

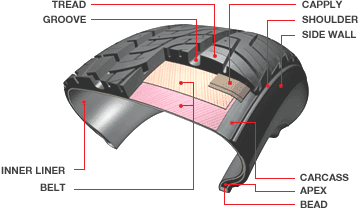
Häufige Qualitätsmängel und ihre Ursachen im Reifenherstellungsprozess (1)
Häufige Qualitätsmängel und Ursachen für die Profilpressung
1. Die Gründe für die Oberflächenrauheit sind: niedrige Hitzeraffinierungstemperatur und ungleichmäßige Hitzeraffinierung; Die Extrusionstemperatur ist zu niedrig; Gummi brennt; Die Pressgeschwindigkeit ist zu hoch und die Geschwindigkeit des Gestänges passt nicht dazu.
2. Die Gründe für die Bildung von Luftlöchern im Inneren der Lauffläche sind: hohe Feuchtigkeit oder flüchtige Substanzen in den Rohstoffen; Unsachgemäßer Wärmeraffinierungsprozess mit Lufteinschluss; Die Extrusionstemperatur ist zu hoch; Die Pressgeschwindigkeit ist zu hoch und die Leimversorgung ist unzureichend.
3. Der Grund dafür, dass Größe und Gewicht des Profilabschnitts nicht den Anforderungen entsprechen, liegt darin, dass die Installation der Extrusionsplatte nicht korrekt ist; Verformung der Mundplatte; Unsachgemäße Kontrolle der Wärmeraffinierungstemperatur und der Extrusionstemperatur; Ungleichmäßige Pressgeschwindigkeit oder falsche Koordination der Verbindungseinrichtung; Unzureichende Kühlung nach dem Auspressen; Unzureichende Wärmeraffinierung.
4. Die Gründe für das Anbrennen sind: falsches Design der Gummiformel und schlechte Anbrennleistung; Hohe Raffinations- und Extrusionstemperaturen; Im Maschinenkopf kommt es zu Klebstoffablagerungen, toten Ecken oder einer Kühlwasserverstopfung. Die Leimzufuhr ist unterbrochen und der leere Wagen ist mit Materialien verklebt.
5. Die Gründe für Kantenbrüche sind: unzureichende Wärmeverfeinerung und geringe Plastizität des Gummimaterials; Gummi brennt; Kleine oder verstopfte Schwefelgummimündung am Rand des Laufflächenprofils; Niedrige Temperatur von Maschinenkopf und Mundplatte
Anfrage absenden


X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie
Nachricht
 Was ist mit den Spezifikationen von LKW-Reifen?2021/05/20
Was ist mit den Spezifikationen von LKW-Reifen?2021/05/20Egal ob Lkw, Lkw oder Pkw, die Größe eines Reifens ist gleich, in Millimetern bezogen auf die Querschnittsbreite und das Flachverhältnis. Hinzufügen: Reifentypcode, Felgendurchmesser (Zoll), Lastindex (zulässiger Lastqualitätscode), zulässiger Geschwindigkeitscode.
 Wie hoch ist der Reifendruck der 30er und 50er Lader?2021/05/20
Wie hoch ist der Reifendruck der 30er und 50er Lader?2021/05/20Der Reifendruck von 30 und 50 Ladern beträgt 0,32-0,34 MPa bzw. 0,28-0,30 MPa.